

ຍິນດີຕ້ອນຮັບສູ່ HUANGRONG


20-32mm Poly Pipe Socket Fusion Machine ຈັດການເຄື່ອງເຊື່ອມ PPR ຂະຫນາດນ້ອຍ
ຂໍ້ມູນພື້ນຖານ
| ໝາຍເລກຮູບແບບ: | R 32mm | ເສັ້ນຜ່າສູນກາງສູງສຸດ: | 32ມມ |
|---|---|---|---|
| ພະລັງງານດູດຊຶມ: | 800W | ຂະໜາດ: | 175*50*360ມມ |
| ອຸນຫະພູມເຮັດວຽກ: | Tfe:260oc(+/-10oc);T:180oc~290oc | ຊຸດການຂົນສົ່ງ: | ກ່ອງພາດສະຕິກ |
ລາຍລະອຽດຜະລິດຕະພັນ

ການເຊື່ອມໂລຫະ soket ຄູ່ມືສໍາລັບການເຊື່ອມທໍ່ແລະ fittings, ປະຕິບັດຕາມມາດຕະຖານໃນຜົນບັງຄັບໃຊ້. ພວກມັນປະກອບດ້ວຍແຜ່ນເຮັດຄວາມຮ້ອນອາລູມິນຽມແລະມືຈັບພາດສະຕິກທີ່ເຮັດດ້ວຍຄວາມຮ້ອນ. ເຂົາເຈົ້າສາມາດເຊື່ອມ HDPE, PP, PPR, ທໍ່ PVDF ແລະ fititngs, ແລະພວກເຂົາເຈົ້າກໍາລັງມີລັກສະນະທີ່ແຕກຕ່າງກັນຮູບຮ່າງແລະລະດັບການເຮັດວຽກ, ທີ່ເຫມາະສົມສໍາລັບຄໍາຮ້ອງສະຫມັກທີ່ແຕກຕ່າງກັນ. ພວກມັນສາມາດໃຊ້ໄດ້ກັບເຄື່ອງຄວບຄຸມໄຟຟ້າອີເລັກໂທຣນິກທີ່ສາມາດປັບໄດ້ (TE), ຫຼືດ້ວຍເຄື່ອງຄວບຄຸມອຸນຫະພູມເອເລັກໂຕຣນິກ (TFE).
ລາຍລະອຽດຂອງເຄື່ອງເຊື່ອມ PPR
| ວັດສະດຸ | PE, PP, PP-R, PVDF | ||
| ເສັ້ນຜ່າສູນກາງສູງສຸດ | 32ມມ | ||
| ພະລັງງານດູດຊຶມ | 800W | ||
| ນ້ຳໜັກ | 1.82 ກິໂລ | ||
| ຂະໜາດ | 175*50*360ມມ | ||
| ອຸນຫະພູມເຮັດວຽກ | TFE: 260ºC (+/-10ºC); TE: 180ºC ~ 290ºC | ||
| ອຸນຫະພູມສະພາບແວດລ້ອມ | -5-40 ອົງສາ | ||
| ການສະຫນອງພະລັງງານ | TE:230V-ໄລຍະດຽວ 50/60Hz;TFE:110~230V ໄລຍະດຽວ 50/60 Hz | ||
ຄໍາແນະນໍາການດໍາເນີນງານ
4.1. ກວດເບິ່ງວ່າແຮງດັນໄຟຟ້າແມ່ນຄືກັນກັບ
ແຮງດັນທີ່ລະບຸໄວ້ໃນການເຊື່ອມ fusion ເຕົ້າຮັບ
ແຜ່ນເຄື່ອງ.
4.2. ອຸປະກອນສໍາລັບການນໍາໃຊ້ socket Fusion
ເຄື່ອງເຊື່ອມ
a b
a) Fork. ເຫມາະສໍາລັບການເຊື່ອມໂລຫະໃນພື້ນເຮືອນ.
b) ວົງເລັບ Bench. ສໍາລັບວຽກ bench.
c) ເວທີ. ທາງເລືອກໃນການສ້ອມ.
4.3. ພໍດີກັບ socket fusion ເຄື່ອງເຊື່ອມກັບ
ອຸປະກອນທີ່ເລືອກ.
4.4. ພໍດີພຸ່ມໄມ້ M/F ຕາມຄວາມຕ້ອງການ.
NB: ພື້ນຜິວຂອງພຸ່ມໄມ້ທີ່ຕິດຕໍ່ກັບເຄື່ອງເຊື່ອມຕ້ອງໄດ້ຮັບການຮັກສາຄວາມສະອາດຕະຫຼອດເວລາ.
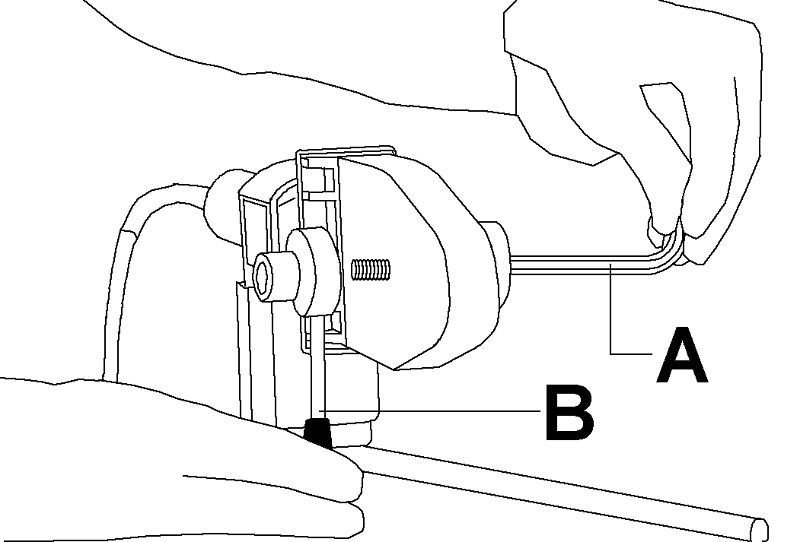
4.5. ຍຶດພຸ່ມໄມ້ໃຫ້ແຫນ້ນກັບເຄື່ອງເຊື່ອມ Socket fusion (ໂດຍໃຊ້ wrench) ເພື່ອໃຫ້ໄດ້ຮັບການແລກປ່ຽນຄວາມຮ້ອນທີ່ຈໍາເປັນສໍາລັບອຸນຫະພູມ.
ຕ້ອງການສໍາລັບພຸ່ມໄມ້
A: Hexagonal wrench
B: ຫນ່ວຍ pin ສໍາລັບພຸ່ມໄມ້
4.6. ສຽບໃສ່ສາຍໄຟ
4.6.1. TE MODELS
|
| ສະແດງ LO v ຫຼັງຈາກເປີດເຄື່ອງ.ຫຼັງຈາກ 10-20 ນາທີ, ແຜ່ນຄວາມຮ້ອນເລີ່ມສະແດງອຸນຫະພູມ, ເຖິງອຸນຫະພູມທີ່ກໍານົດໄວ້ແລະຫຼັງຈາກນັ້ນໃຫ້ສະຖຽນລະພາບກົດປຸ່ມເພື່ອເຂົ້າສູ່ໂຫມດ tempering ແລະກໍານົດອຸນຫະພູມຕາມ + -. ກົດ - ເພື່ອສະຫຼັບໂຫມດ. |
4.7. 10 - 15 ນາທີຫຼັງຈາກເຄື່ອງເຊື່ອມ socket fusion ໄດ້ຖືກເປີດ (ຫຼືໃນກໍລະນີໃດກໍ່ຕາມໃນເວລາທີ່ມັນໄດ້ບັນລຸອຸນຫະພູມປະຕິບັດງານ).
ເຄື່ອງເຊື່ອມພາດສະຕິກທັງໝົດທີ່ສະໜອງໃຫ້ແມ່ນຕັ້ງຢູ່ໃນອຸນຫະພູມພຸ່ມໄມ້ປະມານ 260 ອົງສາ C.
ກວດເບິ່ງວ່າຂອບຂອງພຸ່ມໄມ້ແມ່ນກໍານົດໂດຍຜູ້ຜະລິດທໍ່ທີ່ຈະເຊື່ອມ.ໃຊ້ a
ເຄື່ອງວັດແທກອຸນຫະພູມດິຈິຕອນ
ການປັບອຸນຫະພູມທີ່ຊັດເຈນລະຫວ່າງ 180 ° C
ແລະ 290 ° C ແມ່ນເປັນໄປໄດ້. ໃຊ້ເຄື່ອງວັດແທກອຸນຫະພູມດິຈິຕອນ
ເພື່ອວັດແທກການປ່ຽນແປງເລັກນ້ອຍ
ການຫຸ້ມຫໍ່

ອື່ນໆ

ສົ່ງຂໍ້ຄວາມຂອງເຈົ້າຫາພວກເຮົາ:
ປະເພດຜະລິດຕະພັນ






ການເຊື່ອມໂຍງສັງຄົມ




ບໍລິສັດຂອງພວກເຮົາ
ລິ້ງດ່ວນ
ຕິດຕໍ່ພວກເຮົາ
- ເພີ່ມ:
ຫ້ອງ 911, ອາຄານ T1, The Ring Center, No.333 Dongda Road, Chengdu, ຈີນ.
- ໂທ: 0086-18180897627
- EMAIL: chuangrong@cdchuangrong.com
ຜະລິດຕະພັນຮ້ອນ - ແຜນຜັງເວັບໄຊທ໌ - AMP ມືຖື
ທໍ່ນ້ຳ Pe, ຜູ້ດັດແປງຊາຍ, ການປັບທໍ່ Hdpe, ອຸປະກອນທໍ່ Hdpe, ສ້ອມແປງ Clamp, ທໍ່ Hdpe ແລະ Fitting,
-

ໂທລະສັບ
-

ອີເມລ
-

Whatsapp
-

Skype
-

ເທິງ

{kind=link}